Po prevzemu v polnem zamahu
Jochen Trede je v marcu kupil insolventno podjetje STG. Pod imenom "Trede Massivholz" se je odločil nadaljevati s proizvodnjo enoslojnih masivnih lesenih plošč v Grevesmühlnu v Nemčiji.
"Trenutno se nahajamo v fazi priprave in raziskovanja" začne razgovor Martin Wicke, ki je od aprila v podjetju Trede Massivholz zadolžen za prodajo in proizvodnjo. Od prevzema insolventnega podjetja v marcu se stroji in linije prilagajajo tržnim pogojem in smernicam uprave. Diplomirani inženir gozdarstva Jochen Trede že dolga leta dela v gozdarstvu - od pogozdovanja, merjenja hlodovine pa vse do prodaje. Ponudbo za nakup podjetja je sprejel, ker je v obstoječi proizvodnji videl potencial.
Več od same žage
V podjetje Trede Massivholz spada tudi žaga. "Listavce za lastno uporabo razrežemo delno sami, preostanek pa kupujemo", pojasnjuje Wicke. Tako delavec na tračni žagi že pri razrezu hloda lahko določi, kateri proizvod se bo delal v nadaljnji proizvodnji. No, v obratu v Grevesmühlnu je težišče na nadaljnji obdelavi. V to je vlagal tudi prejšnji lastnik, ki je za dobavitelja kompletne proizvodnje za izdelavo masivnih plošč izbral skupino Weinig iz Nemčije. Partner za kontakt na licu mesta je predstavnik podjetja Weinig, Thorsten Ruff, ki je odgovoren za področja na severu in jugu Nemčije.
Preboj po prilagoditvi
"Vsekakor bomo nadaljevali z Dimtrovim konceptom strojev", nadaljuje Wicke. "Glede na to, da sledimo drugi strategiji proizvodnje, kot jo je imel naš predhodnik, trenutno delamo na optimiranju toka - predvsem v področju logistike."
Proizvodnja plošč se začne na klasični dvižno-nagibni mizi z dovajanjem desk do prvega stroja iz širokega Weinigovega repertoarja: večlistne krožne žage KR 310 M podjetja Raimann iz Freiburga v Nemčiji, vključno z vhodnim in izhodnim mehaniziranjem (RaiMech E5 oz. RaiMech A6). Stroj je opremljen z dvema pomičnima žaginima listoma, ProfiCut-2 krmiljenjem in RipAssist programom za optimiranje. Širinski razrez poteka s pomočjo joysticka in ekrana na dotik (touchscreena) s ProfiCut-/MasterCut krmiljenje. S shranjevanjem fiksnih širin v sistemu se lahko izkoristi maksimalna širina deske. Pred večlistno krožno žago KR 310 M delavec poravna deske na nultem robu. Širina deske se določi s pomičnimi laserji. Optimira se lahko do deset fiksnih dimenzij.
Po merjenje širine se pomični listi premaknejo na izračunano optimalno pozicijo. Kljub temu lahko delavec na stroju vedno spremeni predlagani optimalni razrez deske. Pomik žage se lahko kontinuirano nastavi v razponu od 8 do 80 m/min. S pomočjo transportne verige na prizmatičnih vodilih ter spikesov (špic) na verigi pa se deske precizno vodijo skozi žago. Večlistna krožna žaga KR 310 M se v obratu Trede uporablja za razrez materiala debeline od 26 do 65 mm, širine od 60 do 800 mm ter dolžine od 0,8 do 5,5 m. Kapaciteta leži pri do šest razrezanih desk na minuto oz. približno 40 m3 na izmeno.
Nerazrezani preostanki deske se avtomatsko vračajo nazaj k delavcu, gotove razrezane letve pa se transportirajo naprej do predskobljanja. Da bi se lahko dosegla čim boljša kvaliteta, se lamele dodajajo ročno in obdelujejo le s horizontalnimi vreteni.

Prvi korak v obdelavi masivnega lesa: razrez z Raimannovo večlistno krožno žago KR 310 M.
Vse krožne žage najdete tukaj https://intercet.si/prodajni-program/veclistne-krozne-zage
Izvleči najboljše
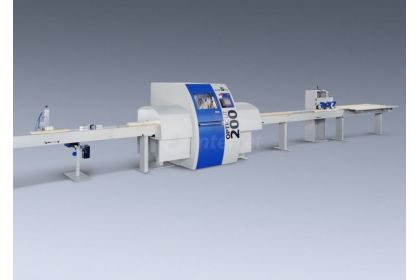
Po predskobljanju se material s prečnim transporterjem vodi do postaje za markiranje napak na Dimtrovem optimirnem čelilniku OptiCut 200 Elite. Neželene lastnosti v lesu se markirajo s fluorescentno kredo. Delavci postavljajo markirane obdelovance na vhodni transportni trak, na merilni postaji se izmeri dolžina in širina letev ter pozicija napak, na podlagi tega pa krmilnik izračuna najbolj optimalni razrez letve v skladu s krojnimi listami. "Optimirni čelilnik OptiCut 200 Elite je opremljen s patentiranim vhodnim trakom Variospeed ter prav tako patentiranim jaškom za odpadek", pojasnjuje Dimtrov vodja prodaje Werner Blum tekom obiska obrata. Na izhodni strani se nahaja sortirni trak s 25 m dolžine in 25 izmetači. "Glede na to, da se razrezuje bistveno več fiksnih dolžin, se uporablja inkjet printer, ki na obdelovance nanese informacije o dolžini, širini in kvaliteti". Fiksne dolžine se gibljejo med 140 in 5500 mm.
Optimirni čelilnik OptiCut 200 Elite ima OptiCut-Direct krmilnik in je v obratu Trede preko mreže povezan s pisarno. To omogoča oddaljeno vzdrževanje visoko učinkovitega optimirnega čelilnika. "Linija bi bila lahko opremljena tudi z Raicon krmiljenjem. Ta uskladi popis narejenih elementov na čelilniku s popisom večlistne krožne žage", pove Blum.

Pred Dimtrovim optimirnim čelilnikom OptiCut 200 Elite: Martin Wicke (vodja prodaje v podjetju Trede Massivholz), Werner Blum (vodja prodaje v podjetju Dimter) in predstavnik Weiniga, Thorsten Ruff (od leve proti desni).
Skobeljnike in čelilnike si lahko ogledate na spodnjih povezavah:
https://intercet.si/prodajni-program/skobeljni-stroji
https://intercet.si/prodajni-program/celilniki
Iz kratkega naredi dolgo
Tretji Weinigov stroj iz tega kompleta je linija za dolžinsko spajanje kratkih elementov Ultra TT podjetja Grecon iz Alfelda v Nemčiji. Na njej se obdeluje vhodne dolžine obdelovancev od 20 do 100 cm. Širine ležijo med 40 in 205 mm, debeline pa med 20 in 80 mm. Pri delu na liniji za dolžinski razrez postavlja delavec razrezane elemente brez napak na vmesni transporter. Komadi v paketu potujejo direktno do rezkalnega dela za izdelavo ozobljenja. Tu se obdelovanci avtomatsko poravnajo, vpnejo in izdela se ozobljenje. Paket se na avtomatski mizi obrne za 180º, nato pa se postopek ponovi še na drugi strani elementov, čemur sledi tudi nanos lepila. Linija za dolžinsko spajanje kratkih elementov Ultra TT lahko dela tako horizontalni kot vertikalni spoj. Za horizontalni spoj je linija opremljena še s predrezili. Kapaciteta stroja leži pri treh in pol mizah v minuti.
Elementi z izdelanim ozobljenjem se avtomatsko dodajajo v Greconovo stiskalnico Conti-A12 s kapaciteto do 80 elementov v minuti. Obdelovanci se brez deviacij stiskajo v brezkončno lamelo. Moč stiskanja stiskalnice Conti-A12 je do 12 t.

Greconova linija za dolžinsko spajanje kratkih elementov Ultra TT v podjetju Trede ima kapaciteto rezkanja do tri in pol mize v minuti
Gladka stvar
V obratu Trede sta za obdelavo površine na razpolago dva Weinigova štiristranska skobeljna stroja Powermat 500. Linija za skobljanje dolžinsko spojenih lamel ima šest vreten s CNC krmiljenimi osmi ter PowerLock sistem za hitro menjavo orodij. Za obdelavo kratkih elementov je stroj opremljen s paketom "zmanjšan razmak med pogonskimi kolesi". Da so mize in prisloni najbolje zaščiteni pred obrabo, so prekriti s posebno Weinig - MarathonCoating zaštito.
Drugi štiristranski skobeljni stroj Powermat 500 za obdelavo fiksnih dolžin ima pet vreten, od katerih je eno vreteno kot mobilno vreteno opremljeno za obdelavo različnih širin. Kot prvi Powermat 500, je tudi ta štiristranski skobeljni stroj opremljen s PowerLock vpenjanjem orodja, zaščito MarathonCoating ter CNC krmiljenimi osmi. Obe liniji sta krmiljeni z Memory sistemom.

Dva Weinigova štiristranska skobeljna stroja Powermat 500 v podjetju Trede skrbita za perfektno površino lamel za proizvodnjo masivnih plošč
Končno spajanje
Weinigov kvintet zaokrožuje Dimtrova visokofrekvenčna stiskalnica za širinsko lepljenje plošč ProfiPress T 5500 HF, za dolžine plošč do 5,5 m. Gotove širine plošč so od 250 do 1350 mm. Delavec na stroju postavlja lamele na prečni transporter, ki istočasno služi tudi kot sortirna postaja. Delavec oceni lamele in izdela ustrezno sliko plošče. Elemente ujame pogonsko kolo in jih vodi poleg precizne naprave za nanos lepila, ki s strani nanese lepilo v tankih črtah. Visokotlačna črpalka za nanos lepila je zaradi točnega doziranja lepila opremljena s sesalnim ventilom. Napravo za dodajanje dopolnjuje naprava, ki zadržuje lamelo kadar kamera prepozna, da je lamela označena s fluorescentno kredo - takrat se nanjo namreč ne nanese lepilo. Lamele se prenesejo na zbirno mizo, pritisni elementi pa zagotavljajo uvlek lamel brez motenj v taktno stiskalnico ProfiPress T 5500 HF. "Predviden je proizvodni proces stiskanja v maksimalno štirih tepihih", razloži Ruff. Utrjevanje lepila se vrši s tehniko visoke frekvence. Taktna stiskalnica ProfiPress T 5500 se lahko po želji kupca opremi tudi z vzdrževanjem na daljavo.

Stiskalnica za širinsko lepljenje plošč ProfiPress T 5500 HF lahko spoji do štiri plošče.
Za stiskalnico prevzame spojene plošče transportni trak. Ploščam se meri širina, ko pridejo do položaja za razrez pa sledi vpenjanje in odrez na želeno dimenzijo. Za tem potisna roka preko kotnega prenosa dovaja plošče do linije za dožinski razrez, ki je prav tako iz hiše Dimter. Na koncu gredo plošče še do linije za brušenje in pakiranje.

Zadnji korak Weinigovega kvinteta: formatiranje plošč s pomočjo žage za krojenje na dolžino in širino.
Širok spekter
Trede prodaja masivne plošče pohištveni industriji in proizvajalcem stopnic. Na optimirnem čelilniku OptiCut Trede dela tudi uslugo razreza proizvajalcem letev. Poleg tega Trede nudi tudi izvedbo določenih del za proizvajalce termo lesa.
Podatki in dejstva - Trede Massivholz:
Ustanovitev: 1. marec 2012
Lastnik: diplomirani inženir gozdarstva Jochen Trede
Zaposlenih: 18
Vrste lesa: v glavnem hrast, jesen in bukev
Razrez: 15.000 m3/leto
Proizvodi: rezan les, lamele, enoslojne masivne lesene plošče
Prodaja: Skandinavija, Avstrija, Švica, Južna Nemčija
Članek je prevod članka Maschinenquintett für Platten iz časopisa Holzkurier, številka 33, 16.8.2012.